Isso se baseou principalmente em conselhos do Fábio Gilii, ele me alertou que como alinhamento perfeito não seria conseguido, algo tem que ser elástico para o conjunto não quebrar.
Mais tarde descobri que o ruído da impressora também estava sendo diminuído pelos coxins e isso foi muito bem vindo.

Eliminando Vibração: Coxim
Três pequenos discos de borracha vulcanizada colados entre dois discos de metal. Isso funcionou muito bem nos eixos X e Z, mas no eixo Y ele não pode operar sob leve pressão, como deveria, e foram precisos reparos algumas vezes.
Vale lembrar que o eixo Y (chamado de X em posts muito antigos) foi feito como uma experiência que deu certo, enquanto que os eixos X e Z foram projetados cuidadosamente com o que eu apendi no primeiro!

A nova solução usa um coxim em forma de Carretel que é intrinsecamente muito mais resistente.
A fabricação foi simples e interessante, com o auxílio da própria impressora...
Também pode ser feito com quaisquer dimensões.

Este Silicone foi escolhido apenas por sua dureza um pouco maior que o silicone comum e não por resistir à temperatura. Além de ser razoavelmente fácil de encontrar e simples de manipular.

O suporte onde está fixado o Motor de Passo é de MDF porque resiste bem ao aquecimento do Motor.
O furo de fixação do Coxim foi aumentado de 4 para 8 mm.

A primeira peça é fixada com os dois parafusos para garantir a centralização, veja os furos na foto anterior. A segunda peça é apenas um Guia para facilitar a montagem e é removida depois que os parafusos estão preparados. A terceira peça é o molde do lado oposto.

Os parafusos vão manter a primeira parte do molde na posição correta e o furo central vai manter o molde do lado oposto centralizado.

Após desmontar cuidadosamente e limpar, os coxins estão prontos e "instalados".
Um tubo com parede de 0,5mm foi inserido sob pressão, ajudando a aumentar a rigidez e protegendo da rosca do parafuso. Esse tubo também foi feito na própria máquina!

O Coxim é mantido sob pressão por duas arruelas grandes, uma de cada lado. O tubinho central é um pouco mais curto para permitir o aperto.
A primeira porca controla a pré-carga do coxim e a segunda porca é quem fixa firmemente sobre o suporte.

Com isso foi fácil substituir os Coxins sem nenhuma outra alteração do conjunto.

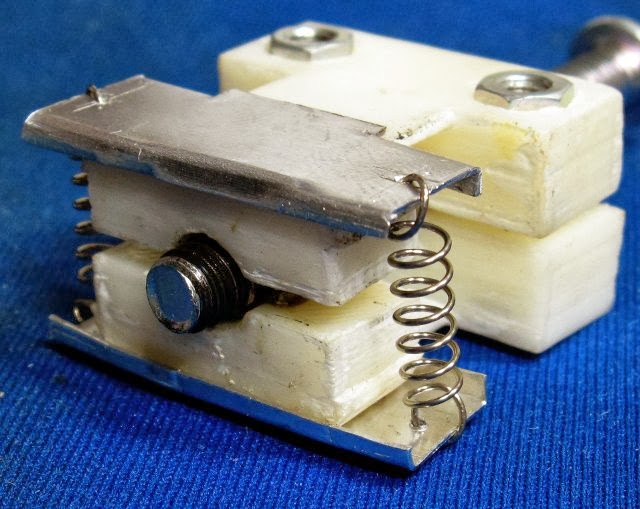
Esta é a visão do conjunto montado com o Novo Coxim.
Como agora o Coxim pode trabalhar com força axial em ambas as direções, a Barra Roscada foi monta sob leve tensão. Isso facilitou muito a calibração do conjunto.
O Coxim foi mantido pré-tensionado, com isso a rigidez é bastante boa. O resultado foi acima das expectativas e acho que pode ser usado também em máquinas CNC.
Para os que quisem experimentar, aqui estão os arquivos .scad e .stl.